
E-postformatfel
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd


Nyheter
Application Scope of Precision Casting
The melting point of precision casting steel is high, and its casting temperature is relatively high. At high temperature, the molten steel and the mold material interact with each other, and it is easy to show sticky sand defects. Therefore, artificial quartz sand (property: silicate minerals) with higher refractoriness should be used as the casting mold, and the coating made of quartz powder or zirconium sand powder should be brushed on the surface of the casting mold.
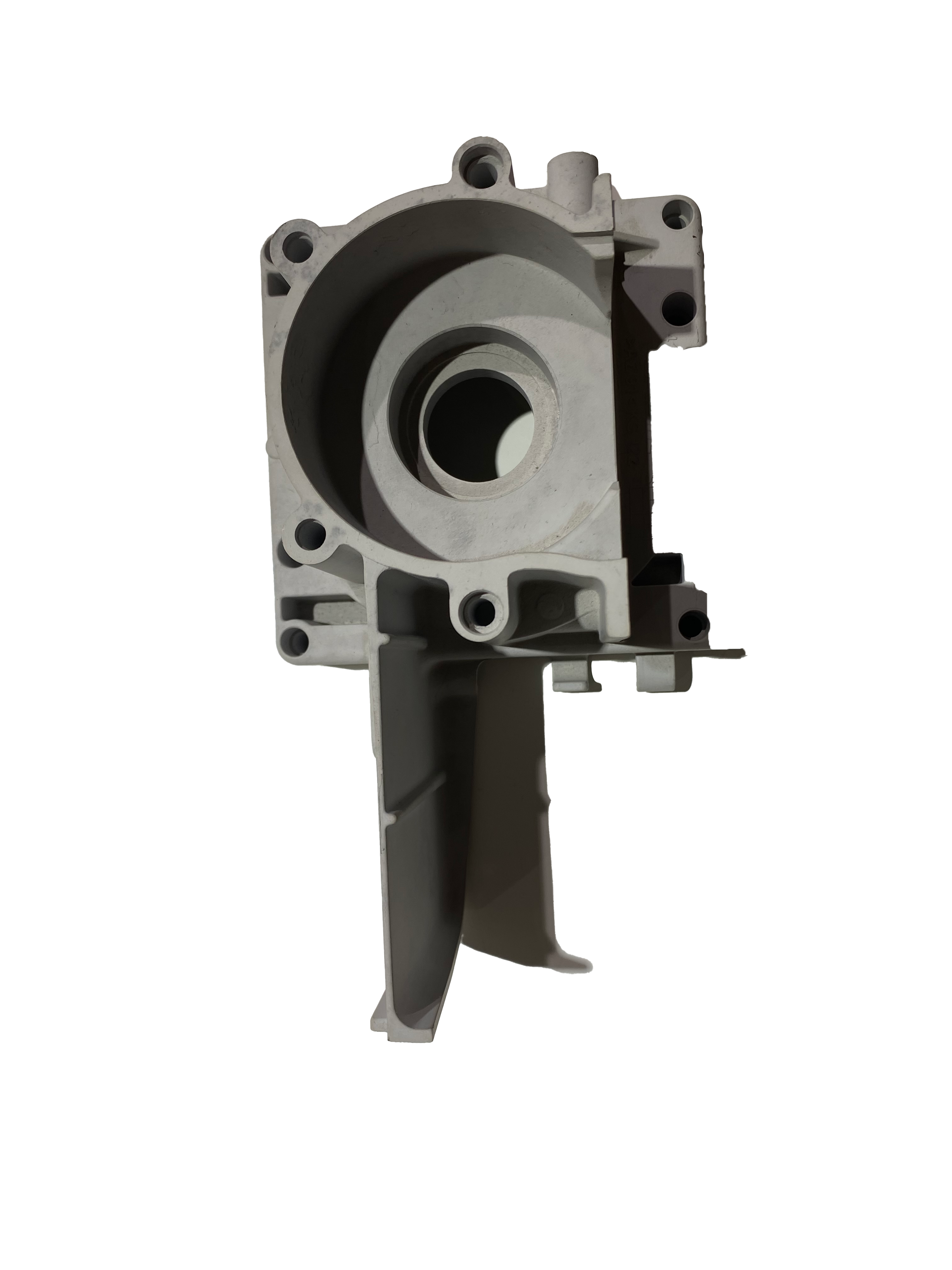
Application scope of precision casting
The dry treatment method is to finish the treatment of the surface of the precision casting parts by means of the shot blasting and rust removal conflict treatment method. The shot blasting and rust removal simply means that the compressed gas is used as the driving force, so that the projectiles are sprayed to the precision casting at the corresponding rate. However, due to the low productivity, uneven treatment, poor actual effect and other factors, this kind of conflict treatment method has been selected by many manufacturers and has been basically eliminated. Lose.
Considering that the shortening of cast steel is much higher than that of cast iron, in order to prevent shrinkage cavities and shrinkage porosity defects in castings, most of the methods such as riser and cold iron and subsidies are used in the casting process for successive condensation. In addition, in order to prevent the occurrence of shrinkage holes, shrinkage porosity, pores and cracks in stainless steel (stainless acid-resistant steel) castings, the wall thickness should be uniform, and sharp and right-angle structures should be prevented. Coke, and the selection of hollow cores and oil sand cores to improve the concession and air permeability of sand or cores.
How to clean?
Clean all obstacles in entrances, exits and plant areas. Check whether the ladle is dry, whether the bottom, ears, bars, and handles are safe and stable, and whether the rotating place is active, and is not allowed to use undried ladle. All props in contact with molten iron should be heated to above 500°C before use, otherwise they cannot be used. The molten iron should not exceed 80% of the volume of the molten iron ladle, and the ladle should be carried slowly and steadily to prevent injuries from splashing of molten iron.
Before using the crane to lift the molten iron, check whether the hook and chain are safe. The chain must not be knotted during the lifting and transportation. Someone must follow the molten iron ladle and pass the road, and there can be no outsiders. Pouring speed. The speed of pouring is related to the speed of forming stainless steel castings. Therefore, everyone should adopt different pouring speeds for stainless steel castings of different specifications under the condition that the gas in the cavity is discharged relatively smoothly.
Under normal circumstances, we should adopt a faster pouring speed for stainless steel castings that solidify at the same time, while for stainless steel castings that solidify sequentially, we should adopt a slower pouring speed; when the molten iron is poured into the sand mold, it should be ignited in time. Industrial waste gas is discharged from steam holes, risers, and box seams to prevent injury from toxic gases and molten iron splashing.
The excess molten iron should be poured into the prepared iron mold or sand pit, and cannot be poured on the sand pile and the road surface to prevent the blasting of the molten iron from causing injury. The molten iron flowing on the road due to fire or other elements should not be covered with sand before it is dry, and it should be cleaned immediately after it is dry.
Conclusion
For more information about lost wax casting flask,lost wax casting cost,lost pla casting filament, we are glad to answer for you.